

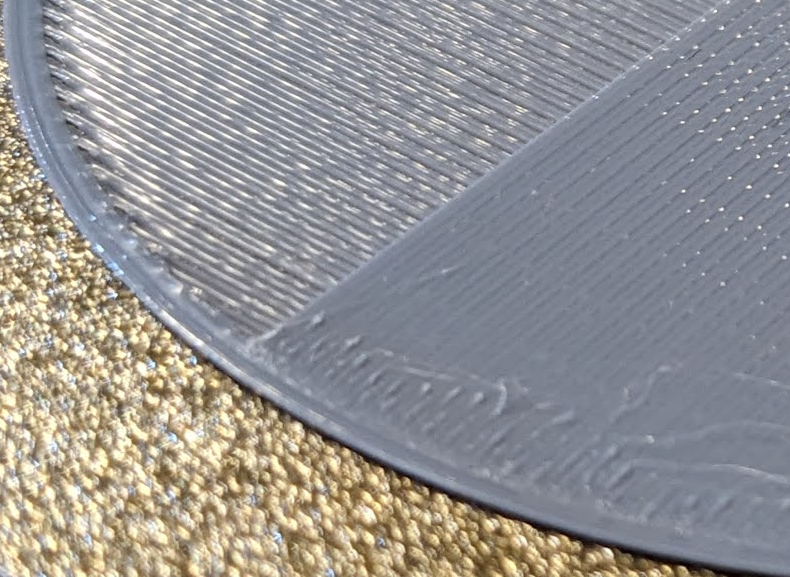
This is layer 2 or 3. It will be covered by the next few layers but I feel like it shouldn’t be this fugly. I’m using Cura’s Standard Quality except for temp which is set to 205. The filament is Inland PLA.
You must log in or # to comment.
Too close, or too much material.
I second running a temp tower. Your first layer may be a little too low, but you’re probably over extruding since it looks like your lower layers aren’t as wavy.
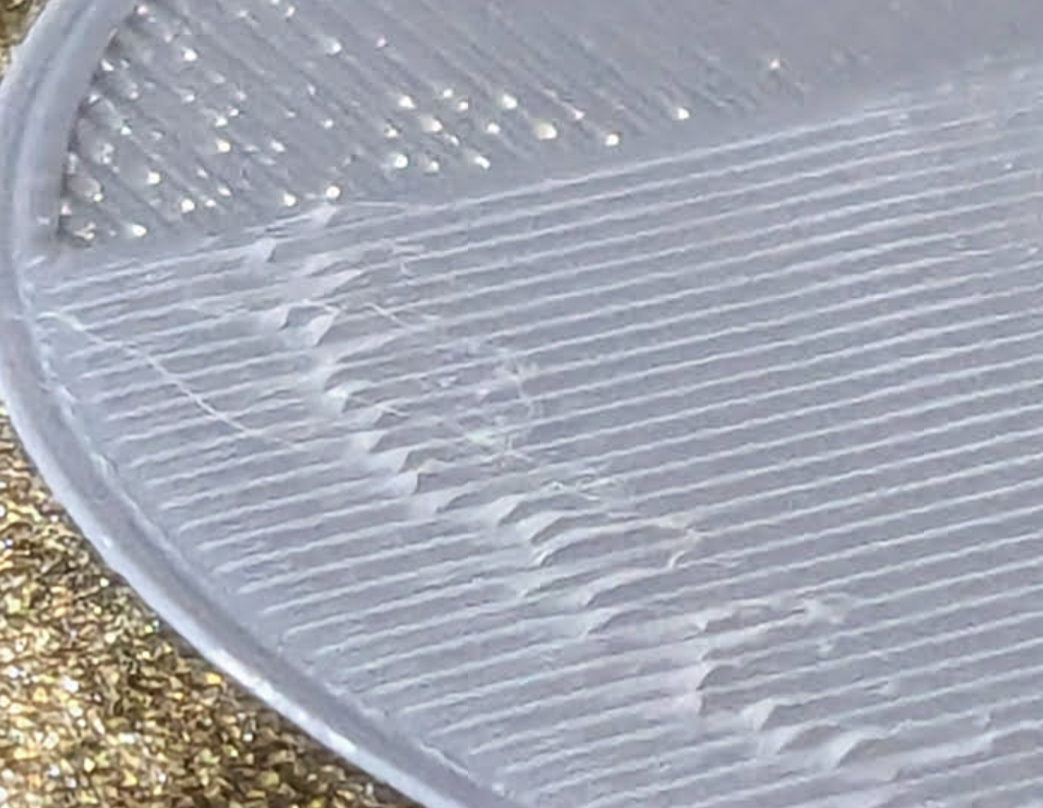
z offset / nozzle height seems to be the thing. I’ve raised it up and it looks better. After that I played with the temp a bit and it seems to be happier around 210-215 though there is more stringing.
So far, all attempts at ironing have been a disaster, both zig zag and concentric. I’m going to continue dialing in the z offset and temp before ironing.
Looks a little hoth to me.
It’s primarily written for klipper, but I’ve been been getting pretty good results dialing in my was-an-ender with Ellis’ tuning guide (all but eliminated my problems with elephants foot). It goes over exactly what a good first layer should look and feel like, plus extra related settings.
Update: I wasn’t able to fiddle with it for a few days but after getting back to it have something I like.
My current settings are based on the feedback in this thread and:
z-offset made the single biggest difference. I reset the printer config and re-leveled.
For this filament: https://www.amazon.com/Inland-1-75mm-White-Printer-Filament/dp/B084RDMG7C/
Global Settings Layer Height 0.20 Initial Layer H... 0.20 Wall Thickness 0.80 Top/Bottom T... 0.80 Combing Mode infill Build Plate Adh... brim Extruder Wall Line Count 3 Print Thin Walls True Travel Speed 110 Initial Layer Sp... 20 Retraction Dist... 0.8 Retraction Speed 45 Minimum Extru... 1 Brim Width 4 Filament Print Settings: Default Printing Temperature 210 Default Build Plate Temperature 60 Standby Temperature 195 Fan Speed 100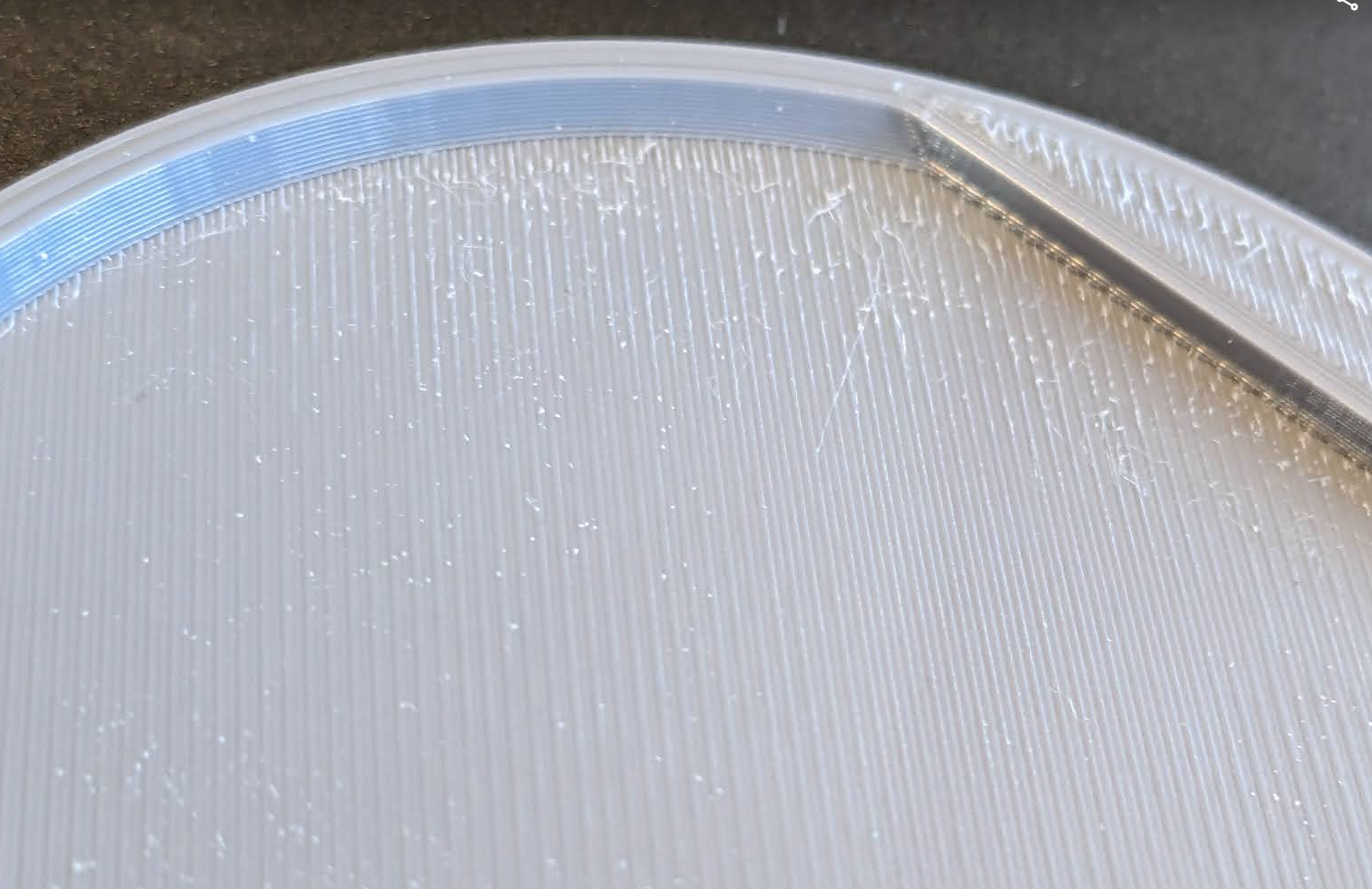
{kind=link}